




















预热至400℃,H13工具钢打印态的强度达到2GPa
3D部落
以下文章来源于3D打印技术参考 ,作者3D技术君
3D打印技术参考关注应用,关注细节,关注不同。
来源:3D打印技术参考
公众号ID:AM-Sci
由于SLM成形过程中的快速加热冷却,材料内部容易产生较高的应力和组织不均匀现象,这些问题制约了材料的成形效果和服役性能。
粉末床预热是SLM技术很有前途的发展方向,它可以有效解决上述问题。近年来,SLM设备的极限预热温度在不断升高,目前已知最高可达到500℃(TruPrint 5000),因此对于预热温度的调节,具有很宽泛的选择。
预热温度的高低将影响材料组织的相组成,进而导致材料性能的差异。鲁汶大学以预热温度为研究对象,发现采用SLM成型的H13模具钢拉伸性能可达到2GPa。本期,3D打印技术参考来介绍本研究的主要内容。

研究人员分析了H13工具钢在没有任何预热的情况下,与在100℃、200℃、300℃和400℃预热情况下零件在组织、力学性能和残余应力方面的差异。
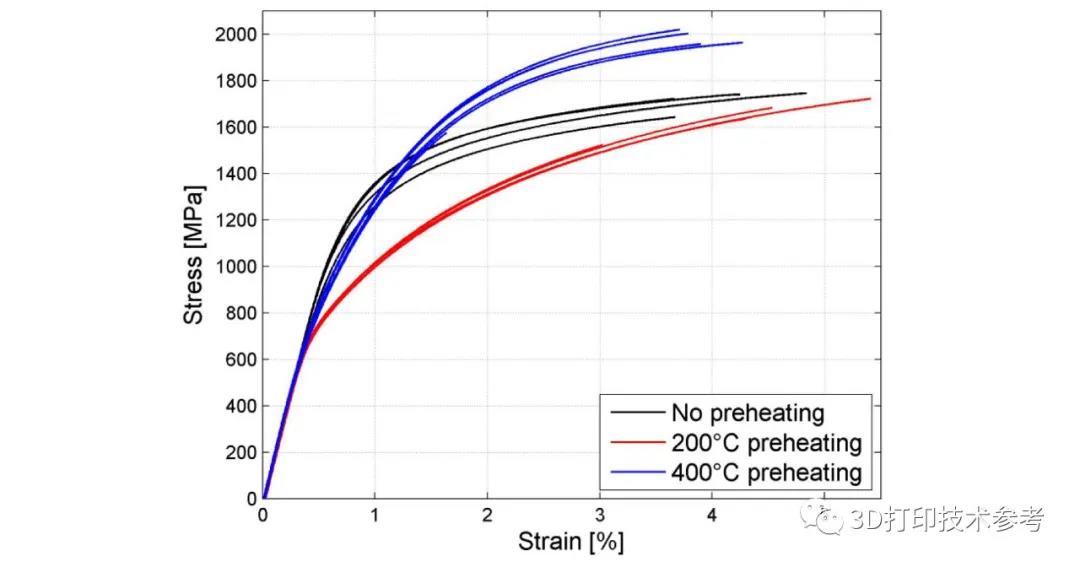
不同预热温度下的应力应变曲线
不同预热温度下打印态零件的拉伸性能显示出良好的可重复性,不过不同预热温度之间存在显著差异。与未经预热打印的零件相比,粉末床预热可获得更均匀的微观结构和更好的机械性能。然而200℃预热条件下的屈服强度和极限强度均要低于不预热的情况;当预热400℃时,H13模具钢打印态的极限抗拉强度却达到1965MPa,硬度650-700Hv,这与传统制造和经过热处理的H13工具钢相当,甚至更好。对于所有测试的预热温度,平均断裂伸长率均相似。

不同预热温度下与传统制造的H13模具钢性能对比
在不预热的情况下,零件顶部的硬度高达894±48HV,越往里硬度越低,且零件顶部存在较大的压应力;200℃时零件的硬度变化趋势与不预热情况类似,但顶部硬度低于未预热的情况;当粉末预热温度为400℃时,零件顶部至距离顶部4mm范围内硬度变化不大。

距离零件顶部500μm处的硬度
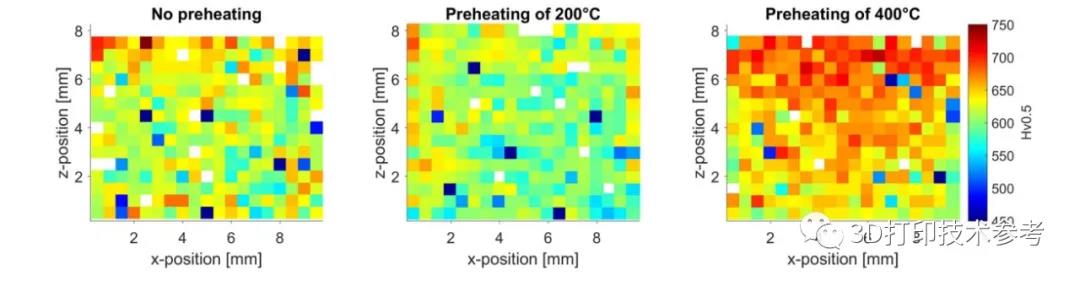
零件X-Z截面不同位置处的硬度
总而言之,在400℃预热温度下打印的零件比没有预热或预热温度较低的零件具有更好的机械性能。这预示着,通过在SLM过程中进行预热,可以免除额外的热处理强化,从而使零件制造更省时、更具成本效益。但需要注意的是,SLM零件的断裂伸长率明显低于传统材料。
从趋势上来看,低的预热温度(200℃)会软化材料,而较高的预热温度(400℃)会使材料性能更高,这是因为不同的预热温度导致了不同的材料组织。更详细的解释可以从相组成上找到原因,此处我们不做展开,有兴趣的读者可以查看原文。

- 上一篇:FDM3D打印模型的表面处理
- 下一篇:3D打印如何应用于泌尿外科领